

Токарная тема
Модераторы: новичок, Володька Николаев, argon84, Вопрос, mmcl200
~~~~
-
roman
- Сообщения: 271
- Зарегистрирован: 09 дек 2009, 23:12
- Откуда: Татарстан Bolgar
-
roman
- Сообщения: 271
- Зарегистрирован: 09 дек 2009, 23:12
- Откуда: Татарстан Bolgar
-
roman
- Сообщения: 271
- Зарегистрирован: 09 дек 2009, 23:12
- Откуда: Татарстан Bolgar
-
Самоделкин ПТЗ

- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
-
roman
- Сообщения: 271
- Зарегистрирован: 09 дек 2009, 23:12
- Откуда: Татарстан Bolgar
-
mishanya68

- Сообщения: 2316
- Зарегистрирован: 17 апр 2010, 06:31
- Имя: 89028056677
- Откуда: пермь
таким методом возможно поймать размер например если не достают губки штангета . но поймать размер с точностью 0.01-0.05 проблематично . надежный выход только нутромерСамоделкин птз писал(а):Я пользуюсь этим видиоматериалом, особенно про заточки.
Но в нем нет про точные измерения.
Есть мысли сделать какойто винт с мелкой резбой и втулкой, вставляем его внутрь заготови и раскручиваем до упора без усилия, потом достаем и мереем микрометром.
-
roman
- Сообщения: 271
- Зарегистрирован: 09 дек 2009, 23:12
- Откуда: Татарстан Bolgar
-
Самоделкин ПТЗ
- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
День прошел не зря. Достигнуть отличный результат.
Точноть обработки превышает измерительный инструмент и на сегодняшний день состовляет 0.02мм.
Утром была эксперементальны был приобретен вот такой пневмоинтсрумент.
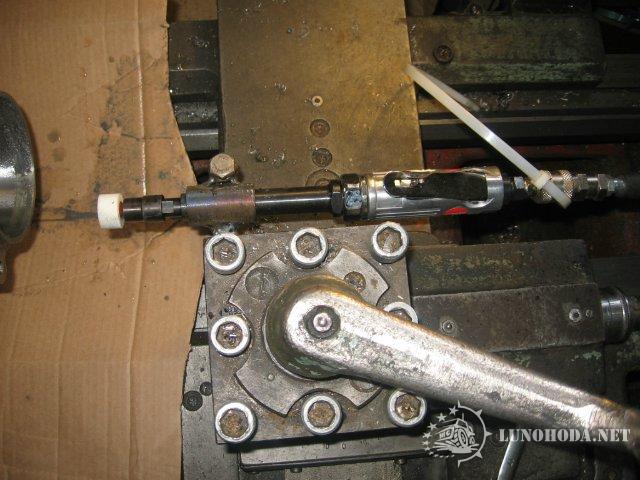


Выбор пал на него изза удлинненой ручки , за которую можно удобно зажать. Быстро изготовили хомут и приварили к оправки.
Точноть обработки превышает измерительный инструмент и на сегодняшний день состовляет 0.02мм.
Утром была эксперементальны был приобретен вот такой пневмоинтсрумент.
Выбор пал на него изза удлинненой ручки , за которую можно удобно зажать. Быстро изготовили хомут и приварили к оправки.
-
Самоделкин ПТЗ
- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
Далее были приобретены насадки для него, разных форм, эта прямая имеет диаметр 25 мм. С насадками у нас не очень, буду заказывать. Нужно разлиные зернистноти.
Перед шлифовкой погонял на черновой пов-ти для удаления биения камня. Шумновато конечно.
Пластиковым хомутом зажимаю клапан.
Без СОЖ рабоатть нельзя, сразу забивает круг. Под рукой была только вода, набрал в грушу , поливал порциями-нормально пошло.
Сначала обработали все прочии пов-ти, потом канавки входа и выхода круга. Саму посадку проточили до -0.25-0.22 мм резцом.
Потом поменяли оснастку, установил 80 об деталь, 0.4 подача.
Первый проход убрал неровногсть от резца. Второй снял 0.02мм
Вот так выглядит стружка, если воду сдуть.

Перед шлифовкой погонял на черновой пов-ти для удаления биения камня. Шумновато конечно.
Пластиковым хомутом зажимаю клапан.
Без СОЖ рабоатть нельзя, сразу забивает круг. Под рукой была только вода, набрал в грушу , поливал порциями-нормально пошло.
Сначала обработали все прочии пов-ти, потом канавки входа и выхода круга. Саму посадку проточили до -0.25-0.22 мм резцом.
Потом поменяли оснастку, установил 80 об деталь, 0.4 подача.
Первый проход убрал неровногсть от резца. Второй снял 0.02мм
Вот так выглядит стружка, если воду сдуть.
Последний раз редактировалось Самоделкин ПТЗ 04 мар 2013, 21:55, всего редактировалось 1 раз.
-
Самоделкин ПТЗ
- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
ПоПерепечную подачу ставил до касания круга, когда машинка начинала менять обороты.
Переодические проверяю износ круга и линию касания, на фото выше виден след касания на черновой пов-ти до канавки, деталь не крутится, только машинка.
Так добрался до -0.07мм.
Далее уменьшил силу прижима до легково касания круга и за несколько проходов сделал -0.04мм . К сожалению померять моими инструментами
снятие за лекий проход не получилось, меньше 0.01.
Мерел этим:

Чистота выше чем у резца но не достаточна, надо другие камни искать для финишной шлифовки.

Переодические проверяю износ круга и линию касания, на фото выше виден след касания на черновой пов-ти до канавки, деталь не крутится, только машинка.
Так добрался до -0.07мм.
Далее уменьшил силу прижима до легково касания круга и за несколько проходов сделал -0.04мм . К сожалению померять моими инструментами
снятие за лекий проход не получилось, меньше 0.01.
Мерел этим:
Чистота выше чем у резца но не достаточна, надо другие камни искать для финишной шлифовки.
-
Самоделкин ПТЗ
- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
-
Sergy
- Сообщения: 124
- Зарегистрирован: 18 апр 2011, 12:41
- Имя: 8 915 915 84 85
- Откуда: Кострома
-
Самоделкин ПТЗ
- Сообщения: 1160
- Зарегистрирован: 25 мар 2012, 21:31
- Откуда: Петрозаводск
Запресовал и снял. Идет туже чем полсе резца, так как не срезает макушки борозд и следовательно не прослабляет посадку.

Тут видно что остается поле выпресовки, после резца есть задиры. После круга меньше , но тоже есть.

Тут видно что остается поле выпресовки, после резца есть задиры. После круга меньше , но тоже есть.
Последний раз редактировалось Самоделкин ПТЗ 04 мар 2013, 22:20, всего редактировалось 2 раза.
-
Дмитрий78
- Сообщения: 3204
- Зарегистрирован: 19 мар 2010, 08:43
- Откуда: Ленинград
-
mishanya68
- Сообщения: 2316
- Зарегистрирован: 17 апр 2010, 06:31
- Имя: 89028056677
- Откуда: пермь
Самоделкин птз
это конечно интересное приспособление но действительно хорошо закрывай направляющие . большей чистоты и точности как на настоящем шлифовальном (с достаточной производительностью) добиться проблематично . проблема не только в камнях но и жесткости остнастки . чистоту после резча хорошо улучшить просто немного полирнув поверхность наждачкой
это конечно интересное приспособление но действительно хорошо закрывай направляющие . большей чистоты и точности как на настоящем шлифовальном (с достаточной производительностью) добиться проблематично . проблема не только в камнях но и жесткости остнастки . чистоту после резча хорошо улучшить просто немного полирнув поверхность наждачкой